Shelving & Rack Systems is a distributor of material handling and storage equipment for just about any application. Whether you are building a new production facility, expanding an existing warehouse or looking to maximize your existing operation, we are ready to assist you with designing and supplying equipment that will optimize.
Some of kind of Racking and shelving are:
1) Adjustable Pallet Racking
Principally this system is used for bulky and heavy goods. The aisles in this system is about 2/60 -3/20 m wide and can be variable in terms of carrying the given equipment. The function of adjustable pallet racking is to store goods on pallets. The weight of the load is transmitted through the pallet into the structure of the racking, so the pallet’s shape and design directly influence the design of the rack. Pallet racking allows storing pallets of all weights at all heights in compliance with European standards. In addition, the pallet racking is suitable for installations at high heights.
Adjustable Pallet Racking (APR) is a dynamic storage system that has the advantage of being easy to reconfigure as storage needs change. A system of verticals and beams that are clipped together, APR provides possibly the most flexible storage system for pallets and individual products. Usually pallets rest on the beams but for different sized pallets and individual product lines, timber decking, chipboard support, mesh or pallet support bars can be used to provide additional support. Adjustable pallet racking means that as different storage is required, the beams can be moved to accommodate changing needs. Beams can be removed to create extra space, added in to create smaller bays or raised and lowered depending on individual requirements. The universal system for direct and single access to each pallet. The optimal solutions for those warehouses with palletized products and a wide variety of SKUs. In order to store a greater number of pallets double-deep racks can be installed enabling one pallet to be stored in front of another on each side of the aisle.
Advantages
• Total stock control: a single pallet takes up each storage space.• Maximum adaptability to any load type in terms of both weight and volume.
• It can be combine with long span beams for manual selection of goods.

2) Narrow Aisle Racking
Actually this is another use of Pallet Racking that provides more storage capacity in exchange for smaller spaces in a way that by reducing the aisle width to 1/8 m, the storage space capacity gets larger. Using this kind of equipment in comparison with normal forklift would save 40% of the aisle . Narrow aisle racking makes excellent use of storage space available by maximizing the height at which goods can be stacked, and uses specialist ‘man-up’ or ‘man-down’ trucks designed to work efficiently in narrow aisles to access pallet positions.
Narrow Aisle Pallet Racking is conventional selective pallet racking configured with narrower aisles that can be used with a specially designed turret truck. While these trucks are often more expensive than standard forklifts, using narrow aisles can give you major savings on building costs by allowing you to store more in less space. When warehouse floor space is at a premium, a Narrow Aisle pallet racking system enables you to increase throughout by really squeezing the most out of the existing space.
Advantages
• Increased throughput• Minimized rack damage
• Increased efficiency
• Advantageous for high SKU counts with pallet in/ pallet out movements
• 100% pallet selectivity
3) Drive-In Racking
These are channels of Pallet Racking system and their ability to maintain pallet and also their possibility to move forklift in the given channels. The main characteristic distinguishing it from other storage systems is eliminating additional corridor in warehouse, therefore it increases the ratio of stored product to the surface. . The system is frequently used in cold stores (refrigeration and freezing) which require maximum use of space for the storage of products in a controlled temperature.
Drive-in racking is designed for the storage of homogenous products. It accommodates a large number of pallets for each SKU. Two management systems are available: the drive-in system, with only one access aisle, and the drive-through system, with access to the load from both sides of the rack.
Advantages
• Maximum profitability of the available space (up to 85%).• Removal of aisles between the rankings.
• Rigorous control of entries and exits.
• It allows as many SKU as loading lanes.



4) Mobile Racking
Mobile Racking is one of the most novel and mechanized storage systems. This is a perfect solution for saving space and increasing capacity in storage a system which has also an effective role in optimizing shelving application in terms of required space, as well as maintaining regularity and security. Mobile Racking system solves this problem via lateral movements of the shelves. Thus, for the sake of getting access to many rows of shelves, it just needs one aisle, because the electric motor system would make it possible to have aisles between rows of shelves. As a result, the spaces are significantly saved. Mobile racking provided either a saving of 100% in space or an addition of 200% to the numbers of shelves in a specific area.
With the Mobile rack system, shelving units become more compact and their storage capacity considerably increased. All this without giving up direct access to any item in stock. The shelving units are installed over guided mobile bases that slide laterally, thus eliminating the need for aisles, which open up only when accessed. The operator gives the order to automatically open the unit, either by remote control or manually by flicking a switch. The mobile bases have motors, sliders and several safety systems to guarantee a safe and efficient operation.
Advantages
• Optimal system for cold stores (both refrigeration and freezer types).• Increase in warehouse capacity.
• Elimination of individual access aisles.
5) Pallet Flow Rack
This system is composed of Rolling Conveyor with sloped shelving system. In the Classical kinds of Pallet Flow Rack system, the products are received by gravity from inlet and moved to the outlet and stops at the end of the path by brake system to get to the picking position. However, in new Pallet Flow Rack system (so-called pressure system), uploading and unloading occurs from one side and while loading each new pallet, the old pallets are moved to the final sides of aisle
Pallet Flow Racks fully utilize available storage space and ensure the picking aisle has access to stocked pallets. In this first-in, first-out (FIFO) system, pallets are loaded at the top end of the slightly inclined rack. Then, pallets glide safely and effortlessly at a controlled rate to the front of the storage lane. These heavy-duty systems are designed for years of trouble-free operations with rugged load-bearing wheels. Inventory rotation is quick and efficient, whether merchandise is moved strictly on pallets or as part of an order picking system. Save space and handling times in your installation.
Advantages
• Ideal for expiry dated materials• An almost solid volume of usable storage space
• Space, manpower and utilities savings


6) Rack Supported
Rack supported buildings consist of a complete racking system that provides the basic structural support for the building's roof and walls. The highest density storage solution possible for nearly every type of pallet rack, this method of building construction reduces construction costs, lead times and minimizes the building footprint.
Major works of engineering in which the racking itself forms part of the construction of the building together with side and roof cladding. The ranking structure supports not only the actual goods and the different building elements but also the thrust of the handling devices and external elements: winds, heavy snowfalls, seismic movements, etc. The maximum height of clad-rack buildings is limited by local standards and by the reach height of stacker cranes or fork-lift trucks. This said, warehouses of more than 40 m high can be built.
Advantages
• Storage at high height, enables maximum use of available surface area without wastage of space.• Allows a wide range of goods to be stored.
• Conventional or automated systems can be used.
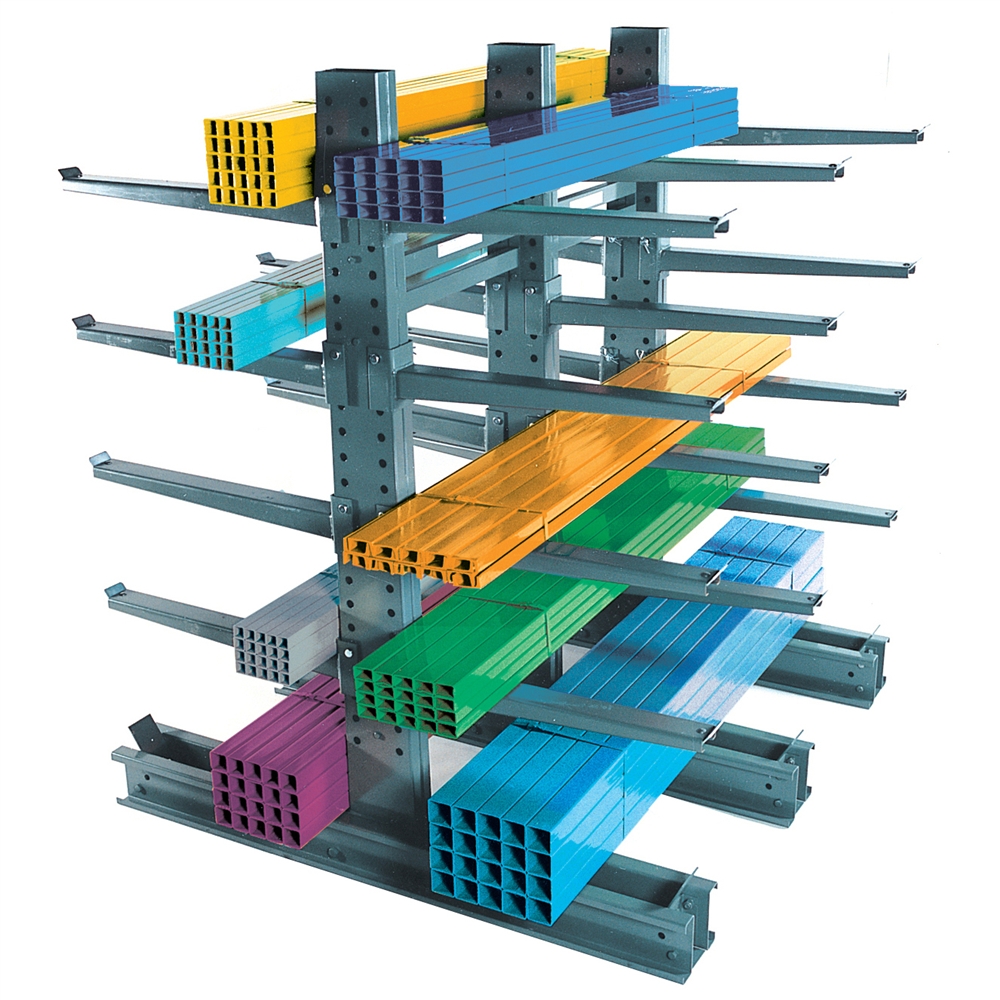
7) Cantilever racks
Cantilever racks are a medium to extra heavy-duty storage solution with load-bearing arms anchored to a steel column. These frames leave the front of the racks unimpeded by structural elements for direct pick access to goods.
As the optimal storage solution for lengthy or odd-shaped loads, cantilever racking easily holds furniture, lumber, tubes, fabric rolls, and pipes.
Available in both roll formed and structural steel designs, these cantilever rack systems are made for light duty to heavy duty applications.This multilevel storage system is designed and engineered to offer superior strength, stability and safety. All components are treated with a durable paint for a scratch-resistance finish and a matchless professional style.
Advantages
• Wide-ranging load capacities for standard or earthquake-resistant applications• Center column design creates unlimited horizontal space purposing
• Adjustable 2-inch vertical arm spacing • Fully customizable